Please click on the below link to read this article in hindi:
HTHP यार्न पैकेज (चीज़ ) डाइंग मशीन) और HTHP यार्न पैकेज डाइंग मशीन की संरचना और कार्य सिद्धांत
Advantages of HTHP package( cheese) dyeing machine:
We make the dyed yarn through different processes. The dyed yarn can be made by adding colour during synthetic fibre production. The dyed yarn is also made by dyeing the natural fibres before spinning. The greige yarn is dyed after spinning by using either the hank dyeing method or the package (cheese) dyeing method. The package ( cheese) dyeing method has the below advantages over the hank dyeing method of yarn dyeing:
* Knotless yarn results after package dyeing.
* The material liquor ratio is less than the hank dyeing process.
* The re-winding wastage is less than the hank dyeing process.
* The washing fastness is very good in comparison to the hank dyeing process.
* The shade variation very hardly appears in the package dyeing.
* The dyeing of those yarns is possible in which the dye chemical gets fixed above the boiling temperature.
* Dyes and chemicals consumption is less than the hank dyeing process.
* A bigger lot size is possible in the cheese dyeing process.
* Less amount of water is required in the cheese dyeing process. the effluent treatment cost is reduced in the cheese dyeing process.
Disadvantages of the cheese dyeing process:
The cheese dyeing process has the below disadvantages:
* The drying cost of the package dyeing is more than hank dyeing.
* The bulkiness of the yarn is decreased.
* The strength of the yarn is also decreased due to two times winding.
* High care is required during the soft winding process.
* Winding density variation in the soft winding process causes shade differences among the top, middle, and bottom layers of the yarn package.
Process sequence in the cheese (package) dyeing process:
The cheese( package) dyeing of yarn is completed in the below steps:
* Soft winding
* Colouration of yarn
* Hydro extraction
* Drying
* Re-winding
Soft winding:
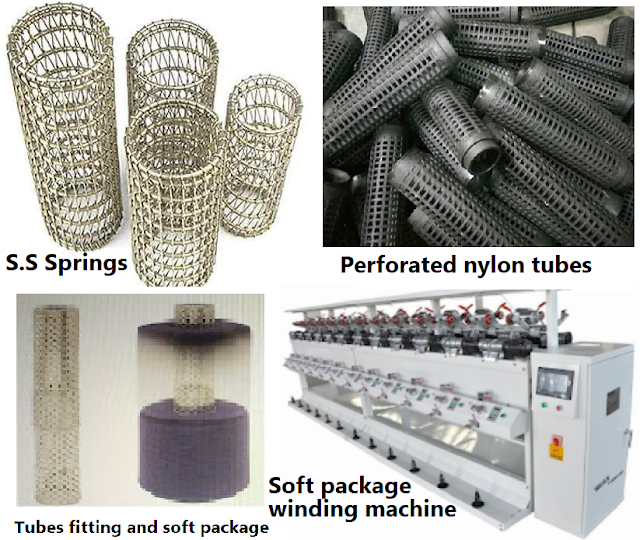
* The soft yarn package in the cheese form is prepared before the dyeing of the yarn.
* The yarn is transferred onto the perforated cylindrical tubes of standard steel springs or perforated nylon tubes.
* A soft winding machine is used to prepare the soft packages.
* The packaging density of the cheese is kept in such a way that the liquor could penetrate the material.
* If the yarn is wound on the perforated nylon tubes, there should not be any uncovered space over the tube.
* The top and bottom edges should be equally soft as the body of the package.
Colouration of yarn package:
The scouring, bleaching, and dyeing of the yarn package are carried out in the HT-HP package( cheese) dyeing machine. We will discuss the structure and working principle of the HT-HP yarn package dyeing machine.
Structure and working principle of HT- HP
package dyeing machine:
The different parts and their functions of the HT-HP package dyeing machine are as below:
Bobbin carrier:
It consists of the number of perforated spindles to hold the soft packages in the column. The perforations at the bottom of these carriers allow bi-directional circulation of dye and other chemical solutions through the yarn packages.

Autoclave or cylindrical pressure vessel:
* It is a high-pressure cylindrical vessel.
* It is made of high-quality stainless steel.
* The dye bath is filled inside this vessel.
* This vessel is connected with many other accessories.
* The bi-directional liquor pump is connected to the bottom of this vessel.
* A high-pressure lid is fitted at the top of this vessel.
* A high-temperature and high-pressure silicon seal is mounted between the top of the vessel and lid.
* This silicone seal makes the lid airproof and prevents the leakage of steam and liquor.
* The pressure gauge is mounted on the side of the vessel to see the inside pressure of the vessel.
* A suitable safety valve is mounted on one side of the vessel.
* When the inside vessel pressure increases more than normal pressure due to any mistake or unknown reason, the safety valve releases the inside vessel pressure.
* The increased steam pressure pushes the safety pin of the valve against the spring and excess pressure is released automatically.
* Overflow valve is fitted at the top of the sidewall of the vessel.
* If the water level is increased above the required level, the excess amount of water is eliminated through the overflow valve.
* A drain valve is fitted at the bottom of the vessel.
* It drains the previous dye bath when required.
* The vessel is also connected to the freshwater supply line.
* A valve is mounted between the water supply line and vessel to control the freshwater supply.
* The pressure vessel is also connected with the dosing tank and preparation tank.
* A temperature sensor is mounted inside the pressure vessel.
* This sensor gets in contact with liquor and sends a signal to the digital process controller.


Clour and chemical dosing tank:
* A side tank is used for the colour or chemicals liquor dosing into the high-pressure cylindrical vessel.
* It is fitted at one side of the cylindrical vessel.
* It is connected to the preparation tank and pressure vessel.
* The required amount of the chemical or colour is dissolved in the preparation tank.
* The prepared liquor is sent into the dosing tank with the help of a feeding pump.
* A colour injector pump sends the liquor gradually according to the process parameter.
Colour and chemical preparation tank:
* The preparation of colour or chemicals liquor is carried out in this tank.
* The prepared liquor is also stored in this tank for the next process.
* A stainless steel tank is used, and the required amount of the chemical or colour is dissolved in this preparation tank.
* A motorised stirrer is fitted inside the preparation tank.
* Stirrer helps to blend and mix the colour or chemicals in the water properly.
* The preparation tank is connected to the dosing tank with the help of a pipe.
High-speed colour circulation pump:
* A high-speed liquor circulation pump is used to feed the liquor in the yarn package.
* A bi-directional liquor circulation pump is fitted to the machine.
* The pump rotates in clockwise and anticlockwise directions.
* In the one cycle of the pump, the liquor flows from the inside of the cheese to the outside of the cheese.
* When the rotating direction of the pump is reversed, the liquor flowing direction is also reversed.
* Now, the liquor flows from the outside of the cheese to the inside of the cheese.
Pressure gauge and safety valve:
* The pressure gauge is mounted on the side of the vessel to see the inside pressure of the vessel.
* A suitable safety valve is mounted on one side of the vessel.
* When the inside vessel pressure increases more than normal pressure due to any mistake or unknown reason, the safety valve releases the inside vessel pressure.
* The increased steam pressure pushes the safety pin of the valve against the spring and excess pressure is released automatically.
Temperature sensor:
* A temperature sensor is mounted inside the pressure vessel.
* This sensor gets in contact with liquor and sends a signal to the digital process controller.
Cooling coil:
* In some types of yarns, the dyeing temperature is increased and reduced gradually.
* The cooling coil helps to bring the below dye bath temperature gradually.
Steam connection:
* The steam injection into the trough is carried out by a steam pipe connected between the steam supply and the cylindrical vessel.
* An automatic steam supply valve is connected with this steam pipe to switch on/off the steam supply.
* If electrical heaters are used, this steam supply pipe is not required.
Water supply connection:
* The cylindrical vessel is connected with a freshwater supply pipe.
* A valve is used to start/stop the water supply in the cylindrical vessel as per requirement.
Drainage pipe and valve:
* The drainage pipe and valve are fitted at the bottom of the cylindrical vessel.
* The water is drained into the wastewater line by this valve.
Air padding system:
Digital process controller:
* Basically, it controls the whole dyeing process.
* The required temperature is preset in the controller.
* The steam supply or electric supply of the heater is controlled by this digital controller.
* The processing time of each process is preset in this digital controller.
Hydro extraction:
* The yarn packages coming out from the machine contain a lot of moisture.
* The yarn packages are placed into the hydro extractor.
* The yarn packages are placed in the machine in such a way that it could not affect the centre of gravity of the machine after loading the yarn packages.
* In the other words, the weight of the material should be equally distributed in the machine during material placement.
* When the machine rotates, the maximum amount of water eliminates from the yarn due to centrifugal force getting developed during machine rotation.
* The yarn is taken out of the machine now.

Drying:
* The yarn packages still contain an excessive amount of water in them after the hydro extraction process.
* Now, this moisture is evaporated by the drying process.
* The yarn packages are dried in a hot air oven or radiofrequency drier, the yarn is placed in the hot air chamber specially designed for yarn packages.
* A blower fan blows the hot air upon the yarn.
* Electrical heaters or steam-heated pipes are used to heat the air.
* The heating temperature is kept around 105-110 degrees centigrade.
* The thermostat is used to control the inside temperature of the drying chamber.
* If the radiofrequency drier is used, the yarn packages are placed on the conveyor belt.
* This conveyor belt moves very slowly and carries the yarn packages inside the chamber.
* The yarn packages come out of the chamber after drying.


Yarn rewinding process:
* The yarn is wound on the perforated nylon tubes or stainless steel springs.
* These tubes or springs are reused for soft winding many times and the cost of these tubes and springs is many times higher than the paper cones.
* When the drying of the yarn packages is completed, the yarn is transferred onto the paper cones with the help of a cone winding machine.
Please click on the below video link to watch the full topic in Hindi:
Related articles:
Objectives of calendaring process, types of calendars, structure and working principle of calendaring machine
Objectives of singeing, types of singeing machines, structure and working principle of singeing machines
PRE - TREATMENT PROCESS OF NATURAL CELLULOSIC FABRICS OR FABRIC PREPARATION FOR DYEING
CHEMICAL COMPOSITION OF COTTON FIBRE, CHEMICAL FORMULA OF COTTON FIBRE, CROSS SECTIONAL VIEW OF THE COTTON FIBRE
Definition of a stitch in knitting process and different type of stitches in weft knitting process
Differences between weft knitting and warp knitting process
Different types of fancy yarns
TYPES OF YARN, CLASSIFICATION OF YARN
GENERAL TERMS TO BE USED IN TEXTILE
HOW TO FIND YARN COUNT FOR GIVEN FABRIC GSM:
SCHEMATIC DIAGRAM OF LOOM
FABRIC ANALYSIS
CLOTHE OR FABRIC COVER FACTOR CALCULATION
Verdol Jacquard or fine pitch Jacquard shedding mechanism
Double-lift and double-cylinder jacquard shedding mechanism
You may also be interested in the below-sponsored links:
Types of rapier weft transfer process, Negative weft transfer and positive weft transfer
Rapier weft insertion system l Types of rapier looms l Weft yarn passage and working principle of rapier weft insertion system
An introduction about shuttleless weaving ( a non conventional weft insertion system)
Parallel picking or parallel weft insertion systems
Structure and working principle of water-jet loom weft insertion system
Structure and working principle of projectile loom weft insertion system





The general public is ignorant of the vast range of stainless steel items available. Rather than being a single commodity, the steel category to which it belongs includes multiple different steel forms. Stainless steel alloys come in a variety of shapes and sizes. Ferritic and martensitic are two types of austenitic. Every one of them has its own set of cellular structures. A stainless steel process tank may be seen on the Eptex Coatings website.
ReplyDelete
ReplyDeleteWhat’s up, every time I used to check blog posts here in the early hours in the break of day, for the reason that I enjoy to gain knowledge of more and more. Get more information at pipe fittings manufacturers in india. As I am in fact eager of reading this web site’s post to be updated regularly. It includes nice stuff.
ReplyDeleteYour contents are completely awesome and share worthy. I really appreciate your efforts that you put on this. Keep sharing. For more super duplex pipe fittings manufacturers related information visit Rajendra Piping & Fittings.
I agree with a lot of the points you made in this article. If you are looking for the inconel 625 tube, then visit Oshwin Overseas. I appreciate the work you have put into this and hope you continue writing on this subject.
ReplyDeleteI wanted to thank you for this great Information and knowledge, I definitely loved every little bit of it. I have you bookmarked your web site to check out the latest stuff you post. Your blog is eye-catching. I get pleasure from it. Thanks for sharing this beautiful piece of writing with me, get more information at SS 316L Pipe suppliers for more Ashtapad Overseas related information and knowledge.
ReplyDelete
ReplyDeleteIt was such a good post. Visit SS 316 Pipe fittings. Thanks for sharing.
ReplyDeleteSuperb! Your blog is incredible. I am delighted with it, Knowledge giving Article! I appreciate you. I completely agree with you. If we talk about current scenario then it is must be update. You can also avail more information at 2205 plate suppliers. I enjoyed reading. Thanks for sharing with me.
Hi to every single one, it’s truly a good for me to visit this web page, I love your content, they are very nice and it includes helpful Information. Check out our website carbon steel flanges manufacturers in india for more marcelpiping related info! I am truly pleased to read this website posts which carries lots of helpful data, thanks for providing these kinds of statistics.
ReplyDeleteThanks for shared that blog with us. If anyone here searching astm a105 flange then visit vishalsteel.
ReplyDelete
ReplyDeleteWow, excellent post. I'd like to draft like this too - taking time and extremely hard work to make a great article. Visit SS 316L Round Bar suppliers in India. This post has inspired me to write some posts that I am going to write soon.
ReplyDeleteThanks for such a pleasant post. This post loaded with lots of useful information. Keep it up. If you are looking for the best information and suggestions related to high tensile fasteners manufacturers in India then visit Jignesh Steel - Bolts Nuts Inconel, Hastelloy, Stainless Steel Fastener Manufacturer.
Thanks for posting about steel products, keep posting like this kind of content a210 tubes & sa210 tubes is one of the top leading companies. They are best in supplying Boiler tubes.
ReplyDelete